|
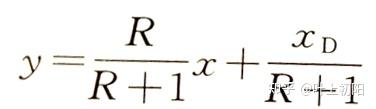
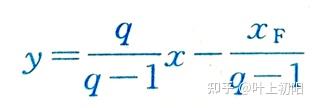
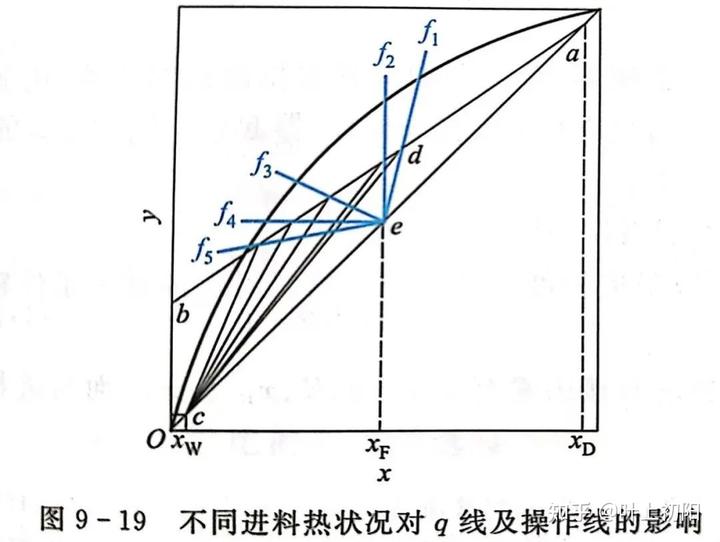
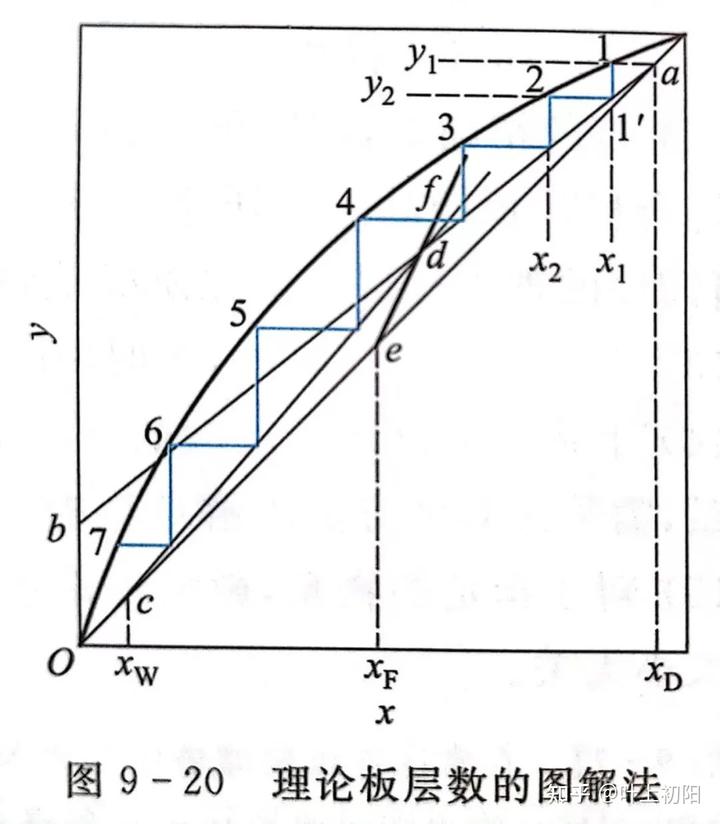
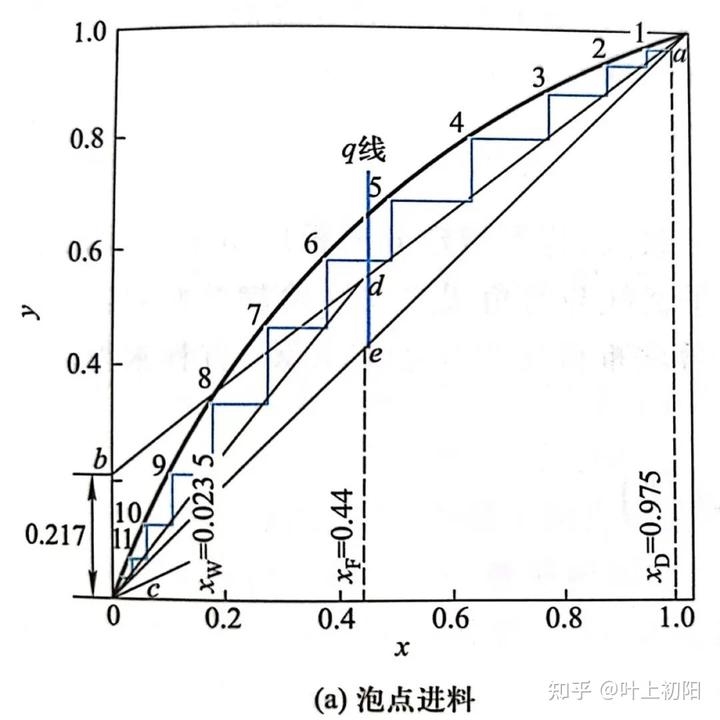
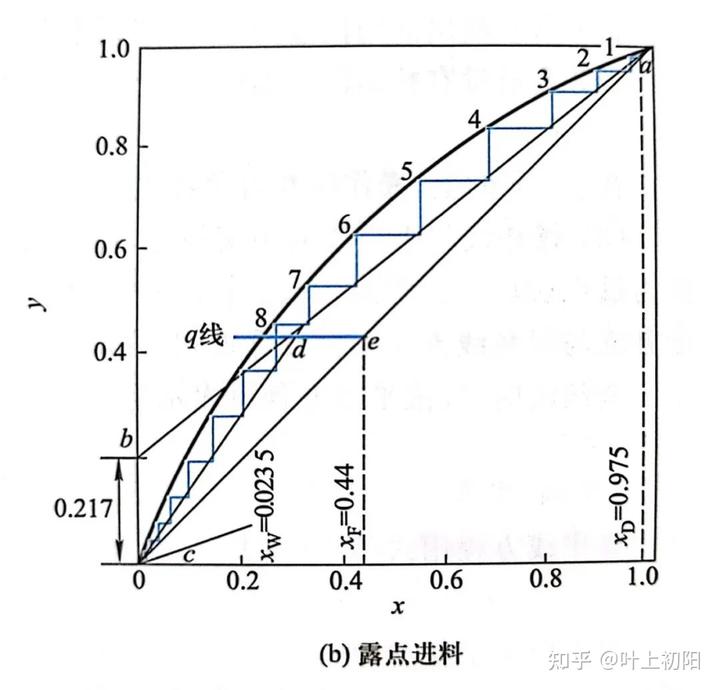
ÎÒÃÇŸ³£»áÌᵜŸ«ÁóËþµÄ²Ù×÷²ÎÊý£¬Ëþѹ¡¢Ëþ°åÊý¡¢œøÁÏλÖᢻØÁ÷±È¡¢Áó³öÁ¿µÈµÈ¡£µ«ÊÇʵŒÊÉÏ£¬»¹ÓÐÒ»žöÓ°Ï쟫ÁóËþ²Ù×÷ºÍ·ÖÀëЧÂʵÄÒòËØ£¬µ«ºÜ¶àÇé¿öϲ¢²»×öÏêÏžµÄ¿ŒÂÇ¡£ÓÈÆäÊǶÔÓÚ»¯¹€ÉèŒÆŸºÈüµÄͬѧ¶øÑÔ£¬žÕœÓŽ¥×šÒµÖªÊ¶£¬ÔÚʹÓÃAspenÅÜÁ÷³ÌµÄʱºòºÜÈÝÒןͻáºöÂÔ¿ŒÂÇ£¬²»¹ÜʲÎœøÁÏζȣ¬±ÈÈç·ŽÓŠÆ÷µÄ³öÁÏζȿÉÄܺܞߣ¬É¶¶Œ²»¹ÜÒ»¹ÉÄÔÖ±œÓœøŸ«ÁóËþ£¬ÕâÆäʵÊÇÐèÒªŒÓÒÔ¿ŒÂǵġ£** Ÿ«ÁóËþµÄœøÁÏ°ŽÕÕÈÈ׎¿öÀŽËµ£¬ÓÐÎåÖÖ£¬·Ö±ðÊǹýÀäÒºÏà¡¢±¥ºÍÒºÏࣚÅݵãœøÁÏ£©¡¢ÆøÒºÁœÏà¡¢±¥ºÍÆøÏࣚ¶µãœøÁÏ£©ºÍ¹ýÈÈÆøÏà¡£²»Í¬µÄœøÁÏ·œÊœ£¬Ð¯ŽøœøÈëËþÄÚµÄÈÈÁ¿²»Í¬£¬ŸÍ»ážÄ±äŸ«ÁóËþÄÚµÄζȷֲŒ¡£ÔÚÉèŒÆËþµÄʱºò£¬Èç¹ûÎÒÃdz¢ÊÔ¿Œ²ìžÄ±äœøÁϵÄÈÈ׎¿ö£¬ÄÇÃŽÎÒÃǻᷢÏ֎ﵜÏàͬµÄ·ÖÀëЧ¹û£¬Ëþ°åÊý¡¢œøÁÏλÖÃÒÔŒ°ÀäÄýÆ÷ºÍÔÙ·ÐÆ÷žººÉ¿ÉÄܶŒ»á·¢ÉúžÄ±ä¡£** Ò»°ã¶øÑÔ£¬ÔÚ»¯¹€ÔÀíÊ錮µÄŸ«Áó»òÕßÕôÁóÒ»Õ¶Œ»áÌጰŸ«ÁóËþµÄÍŒœâ·šŒÆËãÀíÂÛ°åÊý»òÕßœøÁÏÈÈ׎¿ö¶ÔÌáÁó¶Î²Ù×÷Ïß·œ³ÌµÄÓ°Ïì¡£ÏÂÃæÕâžö·œ³ÌÊÇŸ«Áó¶Î²Ù×÷Ïß·œ³ÌºÍœøÁÏ·œ³Ì£šqÏß·œ³Ì£©£¬¿ÉÒÔ·¢ÏÖ£¬µ±»ØÁ÷±ÈºÍËþ¶¥Áó³öÎ¶ÈÈ·¶šºó£¬Ÿ«Áó¶Î²Ù×÷Ïß·œ³ÌÊǹ̶šµÄ¡£¶øœøÁÏ·œ³ÌÓëœøÁÏÈÈ׎¿öÓйأ¬qµÄ²»Í¬ÊýÖµŽú±í²»Í¬µÄœøÁÏÈÈ׎¿ö¡£** Ÿ«Áó¶Î²Ù×÷Ïß·œ³ÌœøÁÏ·œ³Ì£šqÏß·œ³Ì£©œÓÏÂÀŽÔËÓÃÍŒœâ·š£¬ÔÚy-xÍŒÖлæÖÆÏà¹ØÏßÌõ£¬abÏßΪŸ«Áó¶Î²Ù×÷Ïß·œ³Ì£¬f1-f5·Ö±ð¶ÔÓŠÓÚ¹ýÀäÒºÏà¡¢±¥ºÍÒºÏࣚÅݵãœøÁÏ£©¡¢ÆøÒºÁœÏà¡¢±¥ºÍÆøÏࣚ¶µãœøÁÏ£©ºÍ¹ýÈÈÆøÏàµÄœøÁÏ·œ³Ì£šŒòµ¥ŒÇÒäµÄ·œ·š£ºËæ×ÅœøÁÏζÈÔœÀŽÔœžß£¬qÏßÄæʱÕëÐýת£©¡£¶øÌáÁó¶Î²Ù×÷Ïß·œ³ÌŸÍÊÇŸ«Áó¶Î²Ù×÷Ïß·œ³ÌÓëœøÁÏ·œ³ÌµÄœ»µãÓëËþµ×²úÆ·Ž¿¶ÈµãµÄÁ¬Ïß¡£¿ÉÒÔ¿Žµœ£¬Ëæ×ÅœøÁÏζȵÄÖð²œÉÏÉý£šÓÉÀäÒºœøÁÏÖ𲜱äΪ¹ýÈÈÆøÏàœøÁÏ£©£¬ÌáÁó¶Î²Ù×÷ÏßµÄбÂÊÔœÀŽÔœŽó£¬ÆäÓëÆœºâÏߵČä϶ÔòÔœÀŽÔœÐ¡£¬Õâ¶ÔÓŠµÄ»¯¹€ÖªÊ¶ŸÍÊÇŽ«ÖʵÄÍƶ¯ÁŠÔœÀŽÔœÐ¡¡£** ÍŒ1Íš¹ýÍŒœâ·š»æÖÆÀíÂÛ°åÊýŸÍ¿ÉÒÔºÜÃ÷ÏÔžÐÊܵœ²»Í¬µÄœøÁÏ·œÊœ¶ÔŸ«ÁóËþµÄÓ°Ï죬Æä·œ·šŸÍÊÇÔÚÆœºâÏßÓ럫Áó¶ÎºÍÌáÁó¶Î²Ù×÷ÏßÖ®Œä»æÖÆ¡°Ìšœ×¡±£¬ÔÚÆœºâÏßÉÏÏàœ»µÄÊýÁ¿ŸÍŽú±íÀíÂÛ°åµÄÊýÁ¿£¬œøÁÏ·œ³ÌÓëÆœºâÏߵĜ»µã¿ÉÒÔÈÏΪÊǺÏÊʵĜøÁÏλÖá£** ÍŒ2Íš¹ýÁœÖÖÌØÊâµÄœøÁÏ·œÊœÀŽ¿Ž¿ŽÆäÖеIJîŸà£¬ÅݵãœøÁϺͶµãœøÁÏ¡£ÈçÏÂÍŒËùÊŸ£¬ŽÓÅݵãœøÁϵœÂ¶µãœøÁÏ£¬ÒòΪŸ«Áó¶Î²Ù×÷ÏßûÓб仯£¬ËùÒÔÖ÷ÒªÓ°ÏìµÄÊÇÌáÁó¶Î£¬Ëæ×ÅÌáÁó¶Î²Ù×÷ÏßÓëÆœºâÏߵČä϶±äС£¬»æÖÆ¡°Ìšœ×¡±µÄÊýÁ¿ŸÍÔœ¶à£¬ËùÐèÀíÂÛ°åÊýŸÍÔœ¶à¡£¶øÇÒºÏÊʵĜøÁÏλÖÃÒ²»áÏÂÒÆ£šÅݵãœøÁÏÊÇ5-6ÀíÂÛ°åÖ®Œä£¬Â¶µãœøÁÏÔÚ8-9ÀíÂÛ°åÖ®Œä£©¡£** ÍŒ3µ¥ŽÓ·ÖÀëЧ¹ûÕâžö·œÃæÀŽ¿ŒÂǵĻ°£¬ÀäÒºœøÁÏ»òÕßÅݵãœøÁÏÊÇœÏΪºÏÊʵģ¬ÒòΪÕâ»áʹµÃÌáÁó¶Î²Ù×÷ÏßÓëÆœºâÏßÖ®ŒäµÄŒä϶±äŽó£¬Ž«ÖÊÍƶ¯ÁŠÔöÇ¿¡£²»¹ýŽÓÍŒ1ÖÐf1-f5µÄÏßÒ²¿ÉÒÔ¿Ž³ö£¬ŽÓÅݵãœøÁϵœ¹ýÀäœøÁÏ£šf2-f1£©£¬ËäÈ»Œä϶ÓÐÔöŽó£¬µ«ÔöŽóµÄÆäʵÒÑŸ²»ÊǺÜÃ÷ÏÔÁË£¬Ò²ŒŽ¶ÔŽ«ÖÊÍƶ¯ÁŠµÄÓ°ÏìŒõÈõ¡£Í¬Ê±£¬ÅݵãœøÁϵķœÊœÒâζ×ÅœøÁϵÄζÈÓëœøÁϰ厊ÆøÒºÁœÏàµÄζÈÒ»Ö£¬È«ËþµÄζÈÇúÏߵı仯œÏΪƜÎÈ£¬Ëþ²Ù×÷Ò²œÏΪƜÎÈ¡£** ËùÒÔ˵£¬ÔÚÒ»°ãÇé¿öÏ£¬ÎÒÃÇÐèÒª±ÜÃâ¹ýÈÈÆøÏàœøÁÏ£šËü¶ÔÌáÁó¶ÎµÄ·ÖÀëЧÂÊÓ°ÏìœÏŽó£¬ÔöŒÓËþ°åÊý£¬ÔöŒÓ¹Ì¶šÍ¶×Ê£©£¬Ñ¡ÔñÅݵ㣚±¥ºÍÒºÏࣩ»òÕß¹ýÀäÒºÏࣚÓÐÒ»¶šµÄ¹ýÀä¶È£©œøÁÏ¡£** ͬʱÎÒÃÇÒ²ÐèҪȚºâºÜ¶àÆäËûµÄÒòËØ£¬Èç¹Ì¶šÍ¶×Ê£š±ÏŸ¹žÄ±äœøÁÏÈÈ׎¿öÐèÒªÔöŒÓ»»ÈÈÆ÷µÈÉ豞£©¡¢ÄܺĺÍËþÀàÐͺͺÏÊʵÄÎïÁÏÊäËÍ·œÊœ¡£Èç¹û³õÊŒœøÁϲ¢·ÇÊǺÏÊʵĜøÁÏ·œÊœ£š±ÈÈçÆøÒºÁœÏàœøÁÏ£¬»òÕß¹ýÀä¶ÈœÏŽóµÄÀäÒºœøÁÏ£¬¶Ô·ÖÀëЧÂÊÓ°Ïì²»Žóʱ£©£¬Èç¹û¶ÔÆäÔ€Àä/Ô€ÈȵĹ«Óù€³ÌºÍÀäÄýÆ÷/ÔÙ·ÐÆ÷µÄ¹«Óù€³ÌÒ»Ö£¬ÄÇÃŽŸÍ²»±ØœøÐÐÔ€Àä/Ô€ÈȲÙ×÷£¬Ö±œÓÓÉÀäÄýÆ÷/ÔÙ·ÐÆ÷ŽúÀÍ£¬ÕâÑùŸÍ±ÜÃâÁËÐÂÔöÉ豞¡£Èç¹ûÔ€Àä/Ô€ÈȲÙ×÷¿ÉÒÔʹÓÃÏà±ÈÓÚÀäÄýÆ÷/ÔÙ·ÐÆ÷žü±ãÒ˵ģšžüµÍƷλµÄ£©¹«Óù€³Ì£¬ÄÇÃŽÔ€Àä/Ô€ÈÈŸÍÏ൱ÓÚÖÐŒäÀäÄýÆ÷/ÖÐŒäÔÙ·ÐÆ÷µÄ×÷Ó㬿ÉÒÔœÚÔŒžü°º¹óµÄ¹«Óù€³ÌµÄÓÃÁ¿£¬¿ÉÒÔÈšºâÉ豞Ͷ×Ê£¬¿ŒÂÇœøÐÐÔ€Àä/Ô€ÈȲÙ×÷£¬Í¬Ê±»¹žÄÉÆÁËËþµÄ²Ù×÷ÎȶšÐÔ¡£ÓÖ±ÈÈçœøÁÏÎïÁ÷ÔÚÆøÒºÁœÏàµÄ׎̬ÏžüÈÝÒ×ÊäËÍ£¬ÄÇÒ²¿ÉÒÔ×ۺϿŒÁ¿Ñ¡ÔñÆøÒºÁœÏàœøÁÏ¡£**
²Î¿ŒÎÄÏ×£º** ¡¶»¯¹€ÔÀí¡·²ñ³ÏŸŽ ŒÖÉÜÒåÖ÷±à.
** Ÿ«ÁóËþµÄœøÁÏ׎̬ѡÔñ-žÇµÂ»¯¹€ÎÊŽð** Ÿ«ÁóËþÔÚºÎÖÖÈÈ׎̬ÏÂœøÁÏ×îÊÊÒË £¿-žÇµÂ»¯¹€ÎÊŽð** С±àˮƜÓÐÏÞ£¬Èç¹ûÓÐÎó»¹Ç댰ʱ֞³ö£¡** ×¢£ºÎÄÕÂÊ×·¢¹«Öںš°»¯¹€ÑÐѧÉ硱£¬ÖªºõºÅ¡°Ò¶ÉϳõÑô¡±£¬»¶Ó¹Ø×¢£¡**
| 

 ·¢±íÓÚ 2022-8-7 09:49:05
ÏÔÊŸÈ«²¿Â¥²ã
·¢±íÓÚ 2022-8-7 09:49:05
ÏÔÊŸÈ«²¿Â¥²ã




 IP¿š
IP¿š ¹·×пš
¹·×пš Â¥Ö÷
Â¥Ö÷
 ÌáÉý¿š
ÌáÉý¿š Öö¥¿š
Öö¥¿š ÐúÏù¿š
ÐúÏù¿š ±äÉ«¿š
±äÉ«¿š ǧœï¶¥
ǧœï¶¥ ÏÔÉí¿š
ÏÔÉí¿š