|
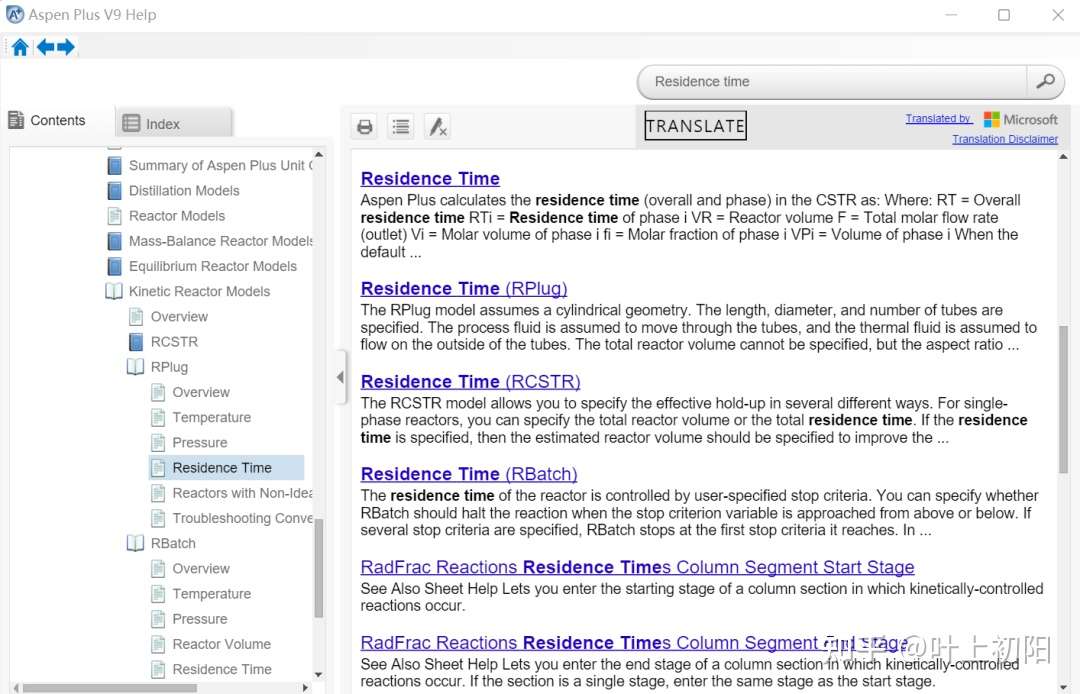
ФЪ»Ї№¤ЙъІъєНСРѕїЦРК№УГµД·ґУ¦Жчґу¶јКфУЪБ¬РшІЩЧч·ґУ¦ЖчЎЈФБПТФТ»¶ЁµДБчЛЩБ¬РшЛНИл·ґУ¦ЖчЈ¬Н¬К±ґУБнТ»¶ЛЅ«·ґУ¦ЙъіЙОпБ¬РшµјіцЎЈХвЖдЦР»бЅУґҐµЅєЬ¶аёцёЕДоЈ¬ТІѕНКЗЅУПВАґТЄМбµЅµДїХК±/їХЛЩ/НЈБфК±јдЈЁ·ЦІјЈ©ЎЈ** їХК±Ј¬И«іЖїХјдК±јдЈЁ¦УЈ©Ј¬¶ЁТеѕНКЗ·ґУ¦ЖчµДУРР§ИЭ»эVRУлМШХчМе»эБчВКV0ЈЁТІѕНКЗЅшБПОВ¶ИєНС№Б¦ПВµДМе»эБчВКЈ©µД±ИЦµ** УГЧоєГАнЅвµД»°АґЛµЈ¬ДЗѕНКЗЈєґ¦АнєН·ґУ¦ЖчИЭ»эТ»ЦВµДЅшБПБїЛщРиТЄµДК±јдЎЈµҐґУКэЦµЙПїґЈ¬їХК±ФЅРЎЈ¬·ґУ¦ЖчЙъІъЗї¶ИФЅґуЎЈ** ¶шїХЛЩДШЈ¬И«іЖїХјдЛЩ¶ИЈЁSvЈ©Ј¬ёХєГ·ґ№эАґЈ¬¶ЁТеКЗФЪµҐО»К±јдДЪБч№эµҐО»УРР§·ґУ¦ЖчИЭ»эµДОпБПМе»эЎЈґУКэЦµЙПАґЛµЈ¬ТІѕНКЗїХЛЩФЅґуЈ¬·ґУ¦ЖчЙъІъЗї¶ИФЅґуЎЈ** ТФЙПЛщЛµµД·ґУ¦ЖчУРР§ИЭ»эЈ¬ФЪУРґЯ»ЇјБґжФЪµДЗйїцПВЈ¬ТІЦёґЯ»ЇјБґІІгМе»эЎЈН¬К±Ј¬ТФЙПїХК±»тХЯїХЛЩЦёµД¶јКЗМе»эїХК±/їХЛЩЈ¬µ±ОТГЗ°С·ґУ¦УРР§ИЭ»эєНЅшБПМе»эБчБї»»іЙґЯ»ЇјБЦКБїєНЅшБПЦКБїБчБїЈ¬ДЗГґµДµГµЅµДКэЦµѕНКЗЦКБїїХК±/їХЛЩБЛЎЈ** ЧоєуЈ¬КЗНЈБфК±јдtµДёЕДоЈ¬СПёсТвТеЙПНЈБфК±јдµДёЕДоЖдКµКЗХл¶ФБчМеОўФЄµДЈ¬јґК№КЗН¬К±ЅшИлБ¬РшБч¶Ї·ґУ¦ЖчµДОўФЄЈ¬ЛьФЪ·ґУ¦Жчµ±ЦРНЈБфµДК±јдІўІ»Т»¶ЁКЗТ»СщµДЈ¬УРµДіцАґїмЈ¬УРµДіцАґВэЈ¬ХвnёцБчМеОўФЄµДНЈБфК±јдФЪНіјЖЙПРОіЙТ»ёц·ЦІјЈ¬ТІѕННЈБфК±јд·ЦІјЎЈ¶шОТГЗНЁіЈЛщЛµµДНЈБфК±јдЈ¬ґуІї·ЦЗйїцПВЦёµДКЗЖЅѕщНЈБфК±јдЎЈТФПВКЗЖЅѕщНЈБфК±јдµДјЖЛ㹫ʽ** їЙТФ·ўПЦЖЅѕщНЈБфК±јдєНїХК±ЖдКµєЬПсЈ¬КВКµЙПµ±·ґУ¦№эіМЦР·ґУ¦ОпБчМе»эГ»УР±д»ЇК±ЈЁТІѕНКЗV0=QЈ©Ј¬їХК±єНЖЅѕщНЈБфК±јдФЪКэЦµЙПКЗТ»ЦВµДЎЈ** ОТГЗµДAspen Plus·ґУ¦ЖчДЈДвёшіцµДНЈБфК±јдКэЦµТІЦёµГКЗЖЅѕщНЈБфК±јдЎЈµ±И»Ј¬І»Н¬µД·ґУ¦ЖчАаРНЖЅѕщНЈБфК±јдµДјЖЛг·Ѕ·ЁІ»М«Т»СщЎЈОТГЗїЙТФФЪhelpµ±ЦРЛСЛчResidencetimeАґ»сИЎПа№ШРЕПўЎЈ** ФЪКµјКµД·ґУ¦ЖчЙијЖК±Ј¬ОТГЗРиТЄёщѕЭ·ґУ¦µДЅшіМСЎФсєПККµДНЈБфК±јдЈЁТІїЙТФЛµКЗТ»ёцєПККµДїХК±Ј©Ј¬јИТЄ±ЈЦ¤·ґУ¦µДЧЄ»ЇВКєНСЎФсРФЈ¬УЦТЄѕЎїЙДЬМбёЯ·ґУ¦ЖчµДґ¦АнБїЎЈµ«КЗНЈБфК±јдµД·ЦІјТІУИЖдЦШТЄЈ¬ХвѕНЙжј°µЅБчМеФЪ·ґУ¦ЖчЈЁ»тХЯґЯ»ЇјБґІІгЈ©ЦРµД·ЗАнПлБч¶ЇЈ¬±ИИзґжФЪЦНБфЗшЈ¬ХвѕНК№µГІї·ЦОпЦКФЪ·ґУ¦ЖчЦРµДНЈБфК±јдСУі¤Ј¬їЙДЬ»бµјЦВё±ІъОпµДФцјУЈ»ТЦ»тКЗУЙУЪґЯ»ЇјБґІІгЧ°МоІ»ѕщФИЈ¬ІъЙъЧиБ¦РЎµДНЁµАЈЁ№µБчЈ©Ј¬К№µГёь¶аµДБчМеґУНЁµАЦРїмЛЩНЁ№эЈ¬ФміЙІї·ЦОпЦКФЪ·ґУ¦ЖчЦРµДНЈБфК±јдЛх¶МЈ¬їЙДЬ»бµјЦВЧЄ»ЇВКПВЅµЎЈ**
ЧўЈєОДХВКЧ·ў№«ЦЪєЕЎ°»Ї№¤СРС§ЙзЎ±Ј¬ЦЄєхєЕЎ°Т¶ЙПіхСфЎ±Ј¬»¶У№ШЧўЈЎ**
| 





 IPїЁ
IPїЁ №·ЧРїЁ
№·ЧРїЁ ВҐЦч
ВҐЦч
 МбЙэїЁ
МбЙэїЁ ЦГ¶ҐїЁ
ЦГ¶ҐїЁ РъПщїЁ
РъПщїЁ ±дЙ«їЁ
±дЙ«їЁ З§Ѕп¶Ґ
З§Ѕп¶Ґ ПФЙнїЁ
ПФЙнїЁ ·ў±нУЪ 2022-8-8 17:09:56
·ў±нУЪ 2022-8-8 17:09:56

