|
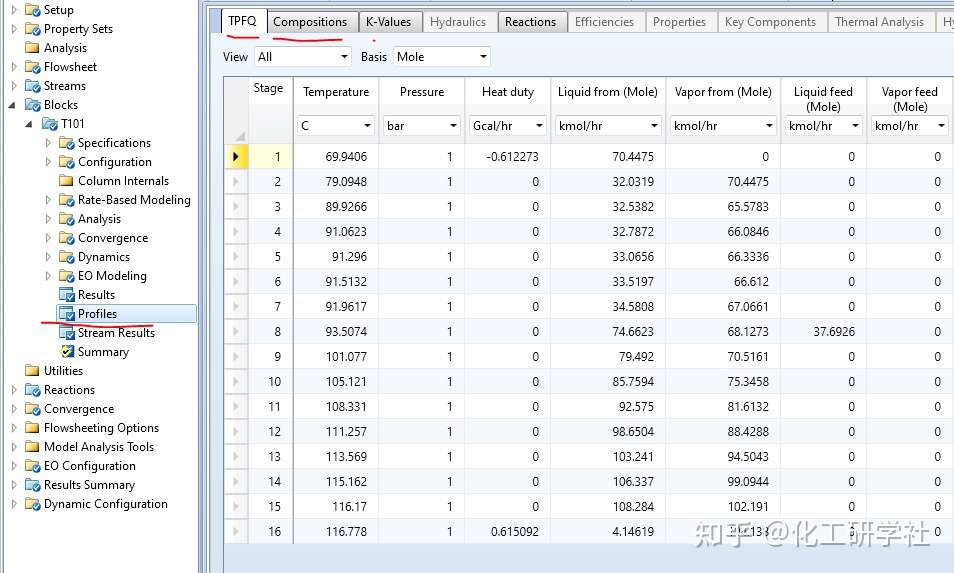
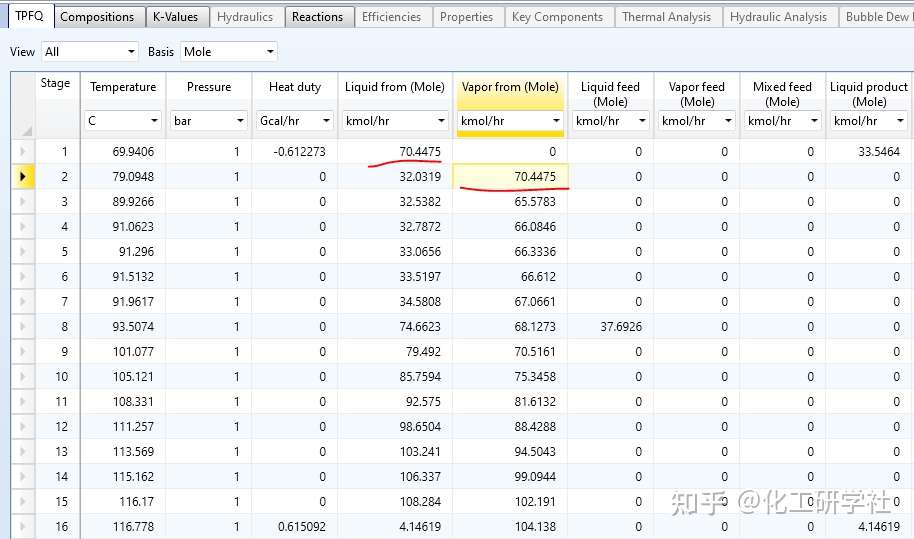
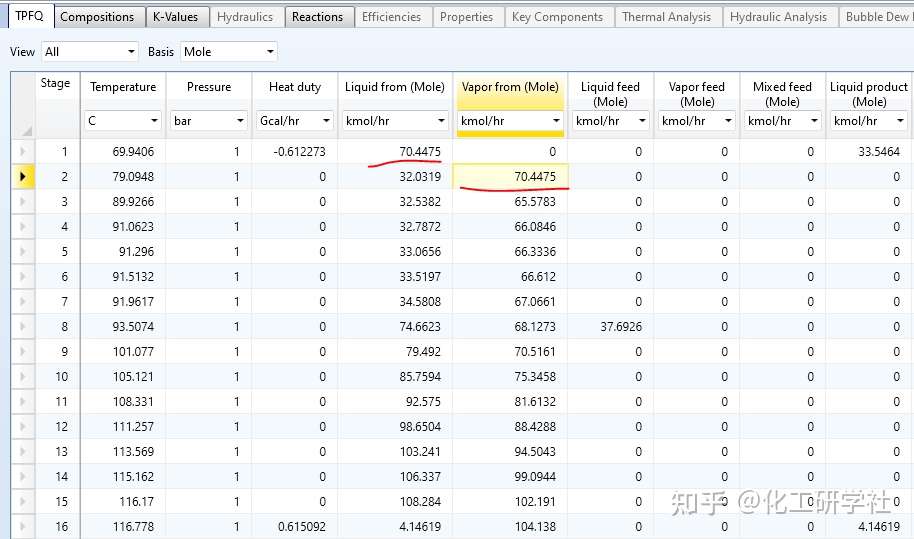
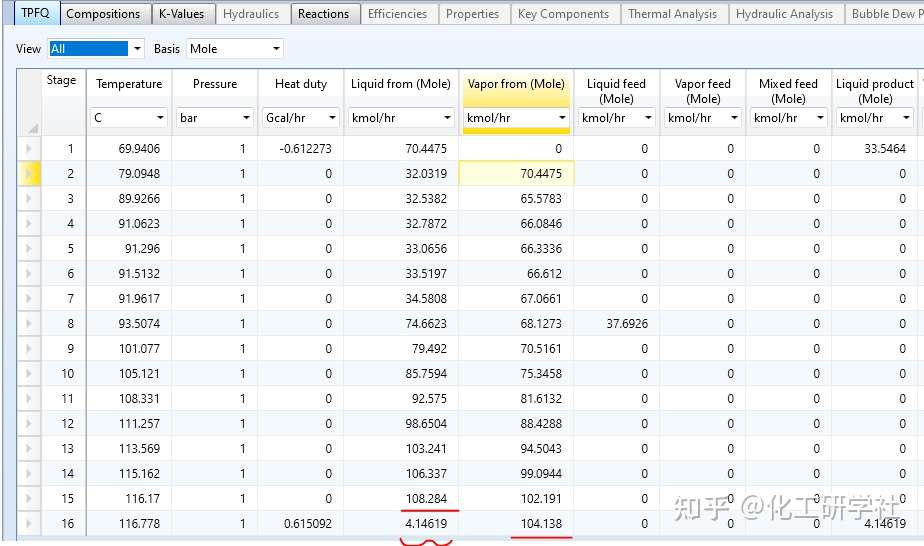
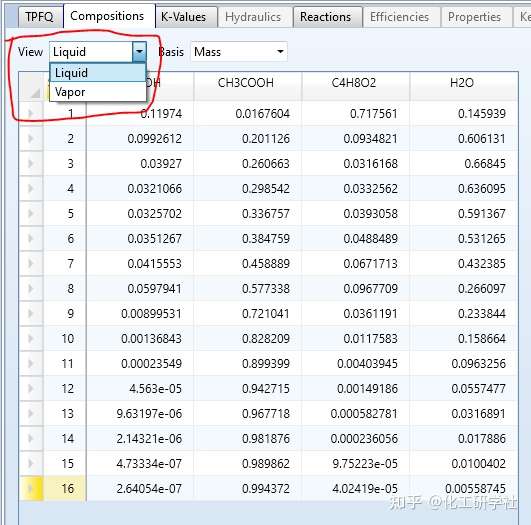
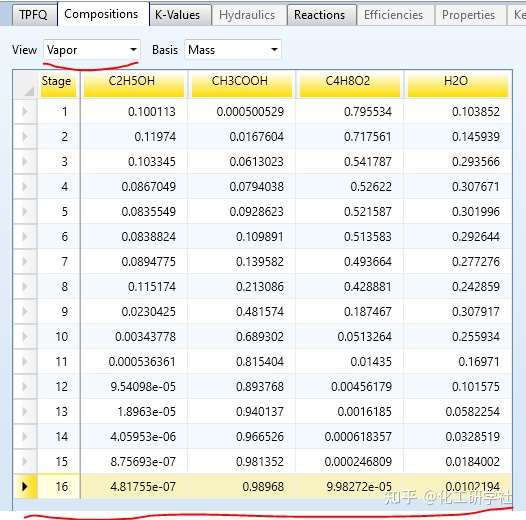
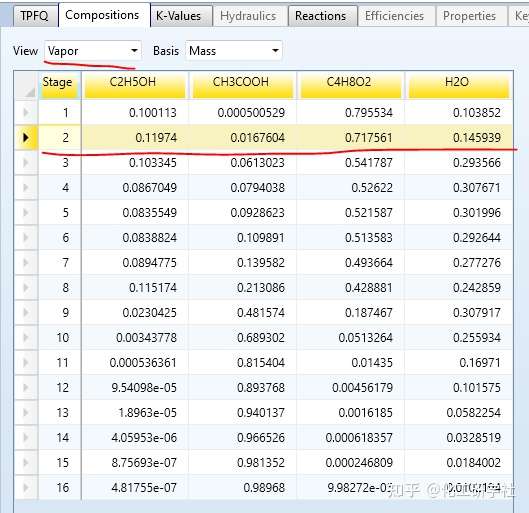
精馏塔模拟是Aspen Plus学习过程当中必不可少的一项,同时也是很重要的一个模块,毕竟大型化工厂用的最多的装置,精馏塔肯定算其中之一。Aspen 当中的精馏塔是简化了的精馏塔,对于一进两出的简单精馏塔,我们能直接获取的也就是进料和两股出料,其他的内部循环流股数据,例如塔顶蒸汽流股,塔顶回流流股,塔底再沸流股的数据,很多人会不知道去哪里获取,这在根本上还是对精馏塔本身运行状态不熟悉以及对Aspen plus不熟悉导致的。这期就来讲一讲如何得到这些流股的数据。 首先是流量,流量很简单,我们只需要点击左侧的results(注意是results不是stream results),reflux rate数值就是回流量,boilup rate就是再沸量,或者你也可以通过塔顶塔底馏出量乘以回流比(reflux ratio)和再沸比(boilup ratio)获得。而塔顶冷凝器进料蒸汽流量数据呢?那就是塔顶回流量+塔顶产品流量,原理就是质量守恒。那如果你不想算怎么办呢?那就继续往下看。 除了流量外,第二个重要的数据就是组成。很多人就更头疼,其实aspen plus也可以直接查询,只不过你可能会找错或者不知道哪一个是。对于塔顶回流量,如果是全凝器,那么根本不用算,塔顶蒸汽组成和回流组成肯定和塔顶产品流股组成一样,因为全凝器没有相平衡,组成必然一致。但是如果是分凝器或者再沸器的话,这种办法就不能用了,这时候我们必须要熟悉的,就是塔模块下方的profiles文件夹。 这个文件夹包含了非常丰富的数据,包括每一块塔板的温度、压力、热负荷、气液相流量、水力学数据(这个需要进行塔内件设计后才会被激活)、组成数据等等。我们所需要的流股数据也会包含在内,包括流量和组成,不过难的是你得知道哪一个数据是你需要的。 Aspen plus不管精馏塔塔顶冷凝器是全凝器还是分凝器,第一块板代表的就是冷凝器(化工原理上我们学过如果是全凝器因为没有气液相平衡是不算作一块板的,但aspen当中默认算一块板),而最后一块板代表的就是再沸器,这个一定要提前知道。 接下来,我们首先在TPFQ界面找流股数据,如果是塔顶冷凝器进料蒸汽流股数据,这个数据是实际精馏塔第一块塔板的气相数据,那么在aspen当中就是第二块板的气相数据,如下图所示,就应该是70.4475,而且如果是全凝器,这个数据应该和第一块塔板的液相数据是一样的(如下图所示)。 而再沸器的话,如果我们想知道进入再沸器的流量数据,首先需要知道的是塔底进入再沸器的数据就是实际塔的最后一块板的液相数据,在aspen当中那就应该是倒数第二块板的液相数据,如下图所示,为108.284。而对于再沸器的再沸流股数据,那就是最后一块板的气相数据了,也就是104.138,并且再沸器的气相数据和液相数据相加根据质量守恒一定会等于进入再沸器的流量数据,大家可以验证一下。 对于组成数据而言,我们需要进入profiles的compositions界面,里面包含了每一块塔板的气液相组成数据,在最顶部有一个切换气液相组成的选项。 与找流量数据一致,找组成数据时我们也一定要先想好你找的数据属于哪一块塔板。同样,比如说塔釜再沸器的再沸蒸汽组成数据,那么肯定是找最后一块板的气相数据,如下图所示。 如果是需要塔顶冷凝器进料蒸汽数据呢?那就应该找第二块板的气相组成数据,如下图所示。那回流流股数据呢?肯定是第一块板的液相数据啦,不过这里需要说明一下,对于全凝器而言,第一块塔板的气相数据是没有任何意义的,因为全凝器并没有相平衡过程,也没有气相出料。 以上就是如何通过profiles获取精馏塔内部流股数据的过程了,一定要清楚的知道aspen当中的塔板和实际板的对应关系,以及自己所需要的数据到底是哪一块板的气相/液相数据。 注:文章首发公众号“化工研学社”,知乎号“叶上初阳”,欢迎关注!
| 

 发表于 2022-8-10 18:35:45
显示全部楼层
发表于 2022-8-10 18:35:45
显示全部楼层




 IP卡
IP卡 狗仔卡
狗仔卡 楼主
楼主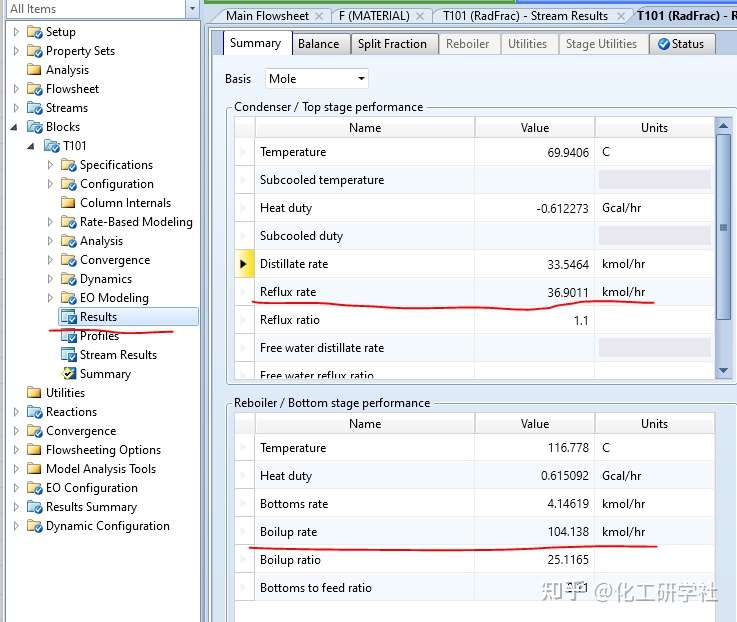
 提升卡
提升卡 置顶卡
置顶卡 喧嚣卡
喧嚣卡 变色卡
变色卡 千斤顶
千斤顶 显身卡
显身卡
